Readiness Initiative that’s being prototyped as we speak is trying to take disparate maintenance efforts – field events, depot events, which make no logical sense right now, all they do is guarantee that the weapons systems are not available to the operating squadrons because this week it’s out for this inspection, they return it to the flight line and the next day it’s out for another inspection or modification.
“So right now Navy is working, prototyping Two logical, consolidated depot events to try and guarantee more aircraft availability on the flight line once it comes out of that depot event. So that’s looking very promising.”
Application prototype officials are still “fine-tuning the details of it,” but said that more workforce labour could be conducted while the planes are at the depot – including inspections and maintenance items that would normally be done by the squadron – to consolidate the required work into as few days as possible
Marines will apply Digital Twin predictive maintenance tool to part of its aging fleet troop carriers equipped with diesel engines, heavy-duty transmissions, and other features with hundreds million hours of metrics on diesel engines alone, and in the world of AI machine learning, the more metrics you have, the more accurate your predictions get.
The goal is to track the performance of each major component in real time — oil pressure, turbocharger speed, battery life, etc. etc. — and predict when it’s likely to fail.
Predictive maintenance has two benefits. First, it lets you replace or repair a part before it breaks on you. Second, it lets you skip a lot of so-called preventive maintenance, when you pull your vehicle into the shop after so many hours of operation because that’s when, on average, such-and-such a component will need an overhaul.
Navy is looking for ways to shorten the repair time for not just ships, but planes and combat vehicles too. The ideal behind having less time in maintenance is that in effect you have a larger Navy because there’s more ships at sea. The whole thing is around speed. How do we get speed?
About one-quarter of the Navy’s surface ships are currently going through extended maintenance periods that last anywhere from six months to a year. During that period, major components, like engines, are overhauled. Even ships that aren’t in this extended period of downtime undergo about three to four weeks of maintenance quarterly while in port.
Getting these ships, planes, and combat vehicles out of overhaul faster frees them up for training and deployments, thus boosting readiness and lethality.
The instability — in terms of the availability of ships and scheduling — is probably one of the more complicated aspects of this. If you could get something that’s smooth, in terms of backlog and schedule for the suppliers and contractors, they’re going to be a lot more productive.
Readiness initiatives remain a focus of aircraft programmes in order to increase mission capable rates and decrease operating cost, and maintenance updates, repair capability standup, and strategy changes need to keep up with readiness challenges.
Almost every piece of new equipment types is network-driven. The complexity of modernised equipment forces maintainers to take an active role in the setup, configuration, operation, and maintenance of this equipment.
We went live with an Mobile App that is expected to save time and stress for aircraft maintainers by enabling direct access to the maintenance database from the flight line at the point of aircraft repair. This eliminates the need to secure tools and go to back to the office and log into a static network to document the maintenance actions performed.
“Maintainers didn’t have a convenient way to input their maintenance actions into the system of record. They have to travel to a desktop computer, go through the sign-in procedure for both the computer and the maintenance data system, then they can enter the data for the maintenance performed on the flightline.”
During user acceptance trials testers estimated the app saved a lot of time per day.
“Live data availability is paramount for field units to take swift maintenance actions and schedule work orders as changes are occurring across the flight line. Additionally, returning time back to maintainers is an added benefit as task documentation is completed throughout the day rather than at the end of shift.”
Because the data entry can occur in real time by using the new app, there is a greater probability of accuracy and less steps involved compared to the current steps of writing notes on a piece of paper and transcribing them into the database later from an office.
“If we didn’t get PagerDuty alerts, we wouldn’t have a business.”
“I can now sleep at night knowing the right person will be contacted.”
Coordinate on-call schedules across all your monitoring tools, to empower development teams and reduce chronic alert concern in your life
Some of the challenges overcome with development of the app were overwhelming security documentation requirements and connectivity challenges on the flightline. The team was able to create a secure path to take the modern technology and interface with a legacy database system securely from almost anywhere.
“Over the past couple of years there has been a paradigm shift from desktop computing to mobile. This application provides a friendly and easy-to-use interface that is familiar to an everyday mobile users.
The app performs the same desktop computer actions on a handheld device and typically more efficiently by utilising on-legacy devices.
Maintenance officers will be crucial to transitioning to new equipment and training readiness model by providing the subject matter expertise allowing operators to successfully employ their weapons system. The enlisted maintainer of the future will have to be agile enough to adapt to the potential for rapid changes in capabilities and system implementation.
Maintainers will also be required to be competent in basic readiness update status link implementation as operators. Link/align schedules between the roles of the operators, maintainers and tactical users will continue to be essential for success in all future missions.
Many weapons system products have lifecycles spanning multiple decades e.g., aircraft, ships, power generation equipment with design repositories and digital product lifecycle systems models readable most of the time.
Digital product models can have longer lifespan than information formats, application and computing platforms used to create the model. And info must be writable as well as readable if a digital product model, or its supporting information, needs editing at some point during the product lifecycle.
There’s been a small blitz of media coverage of the contract, but it’s focused on how predictive maintenance can improve efficiency and cut costs, but there are uniquely military benefits.
Digital Twins provide a valuable opportunity to simplify and improve things. It is not just a question of gathering more data, but rather of turning that data into useful insights. To take one example, countless sensors installed throughout major weapons systems measure values like pressure, temperature or flow rate. If this information is linked with intelligent tools a detailed picture of the entire fleet and its individual process flows emerges.
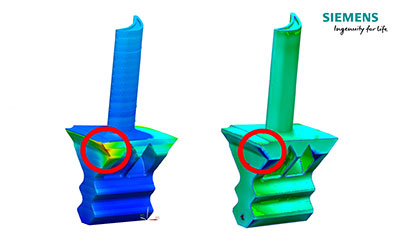
The difference between a “Digital Twin” construct platform and a traditional model or simulation is that the “Digital Twin” is responsive—it receives information from sensors on the physical asset and changes as the asset changes to yield a real-time model of the asset and its performance by looking for inconsistencies or non standard patterns and find problems that may not be easily identified through visual inspection or other traditional methods.
Reliability model addresses problems of accurate sensing, parallel actions, action conflicts and efficient distribution of resulting shared state of the simulation. We have implemented the core of concurrent logistics processes including the rollback problem, virtual time local to the agent, load balancing and implementation of interest administration.
Digital Twin simulations have definite applications for designing reliable equipment. For example, based on Digital Twin design status updates, a virtual copy of the product can be "produced."
Maintainability engineers can then enter a virtual design space where maintenance can be "performed" on the product.
Accessibility of components, whether an item fits in an allocated space, and the approximate time required to perform specific maintenance actions all can be evaluated using Digital Twin Simulations.
Virtual copies of support equipment can be evaluated by "performing" maintenance activities with them. Digital Twin Simulation reliability updates could allow technicians to view virtual information panels "superimposed" using augmented reality techniques on the actual equipment.
Virtual Reality can be used to check machine status at a glance, or as a visualisation tool in planning out installations. Perhaps most intriguing of all, VR can be used for remote expert support, giving the engineers at HQ the ability to “see” through the eyes of workers in remote locations.
The advantages of VR have been demonstrated in the context of Maintenance, Repair and Overhaul MRO applications. For example, the ability to enter information via voice input in place of pen-and-paper checklists can streamline inspections and maintenance routines.
Experienced workers equipped with VR devices can narrate routine maintenance and inspection tasks as they perform them, enabling companies to build up libraries of instructional materials over time with relatively little effort.
Eliminating the need to switch back and forth between a task and a checklist for that task could also reduce the risk of error by keeping inspectors and maintenance technicians more focused.
The ability to overlay a worker’s visual field with step-by-step instructions—including animations depicting the proper assembly or disassembly of parts—offers the potential to reduce lead times and error rates in MRO operations.
Remote expert advice is an obvious application for VR in MRO. Field service often requires experts to travel to remote worksites, but the telepresence afforded by VR means a single expert can service multiple sites without ever having to leave the office.
It’s been said that there’s no substitute for a hands-on education, but whoever said that hadn’t see what VR can do. Many of the biggest players in manufacturing have begun to take advantage of what this unique technology can offer.
Simulation for industrial robots is a valuable tool for robotic system integrators and robot programmers, allowing users to design robotic work cells and generate robot programs through offline programming.
However, simulation requires accurate digital models of each piece of tooling and equipment in order to be useful. In most cases, users must export files from legacy tools, then import them into the simulation space. However, as any professional user knows, exporting, importing, and managing different file types and compatibilities can be a headache.
VR plugins are designed to make tasks easier when programming for welding, drilling, machining, setting approach angles, and for importing many parts from legacy systems to simulation more rapidly.
For example, when welding assembly is loaded into the simulation, knowing the exact position of welding joint start and end points can be challenging. Using the plugin, the user selects the surfaces, points and edges surrounding each weld. Next, the assembly automatically appears and the welding program is generated. This generated program can then be edited.
Next, the video illustrates how a common workflow for importing a model into simulation involves saving the part in a different file format before it can be imported. With the plugin, the user can click a button in the toolbar, and the model will automatically load.
In the future, condition-based monitoring will allow agents to identify incidents before they occur. Intelligent forecasting will also ensure that spare parts can be ordered in good time, enabling agents to plan turnarounds, maintenance and repairs more quickly and easily than ever before.
Given the current state of an asset, the Digital Twin model uses predictive learning technology to proactively identify potential asset failures before they occur. Using artificial intelligence with advanced process control, control strategy design and process optimisation, the necessary variations from process and asset design are fed back to the engineering stage of the lifecycle enabling a complete and efficient digital value loop.
At each observation moment to build reliability model, an indicator of the underlying unobservable condition state assessed, and the monitoring information is collected. The observation process is due to a condition monitoring system where the obtained information is not perfect so observation process doesn't directly reveal the exact condition state.
Depot maintenance on aging weapon systems, including Navy and Marine Corps aircraft, becomes less predictable as structural fatigue occurs and parts that were not expected to be replaced begin to wear out.
To match value of indications to the unobservable degradation state, a relationship between them is given by an observation reliability model. Time-dependent proportional condition state is considered to model equipment failure rate. Reliability Model Limitations include the problem of imperfect observations, and the problem of taking into account the condition state history of observations.
Amount of performance fatigue life consumed and the remaining life for each aircraft in the fleet is assessed. One of the greatest benefits of an individual aircraft tracking program is that calculated independently of other aircraft in the fleet. Reliability Models based on individual design characteristics reveals loads monitoring can take place without a prior knowledge of the exact critical location.
Ideally, provided that wide spread in the rate of fatigue usage, sufficient number of primary load carrying structures are routinely monitored, stresses at all critical locations hours on many aircraft. The fatigue accumulation rate is the individual aircraft fatigue damage values
Critical transfer function relating the monitored load are calculated using the standard location stresses. So change in the critical location an be accommodated through the design of transfer function to the new critical location. Some of the benefits gained from the individual aircraft tracking program include:
1. Modeling of operations to stabilise the rate of fatigue life consumption,; life of an aircraft structure, knowledge of the actual load experienced by that structure is essential.
2. Drawing reliability comparison between design and usage spectra for each aircraft; with estimation of the fatigue life or damage status of major components on each aircraft based on loads monitoring in the primary structure of that aircraft and related to fatigue test results
3. Planning of maintenance action according to rate of fatigue damage accumulation for aircraft fleet reliability estimates, modification of operations to stabilise the rate of fatigue life consumption, life of an aircraft structure, knowledge of the actual load experienced by that structure is essential.
4. Building an operational load reliability model in conjunction with flight trials for application to a fatigue test and, where a safe-life may be stipulated, some aircraft are retired at a different number of flight hours due to their to compare with early fatigue test metrics
5. Identifying the variability in response between aircraft calculated rate of fatigue damage accumulation being higher or lower than the reliability target rate because of operating fleet under the same flight conditions through assessment of mission severity, with prime factors driving individual aircraft tracking are the unique combination point-in-the-sky affects
6. Gaining better understanding of the loading scenario experienced by different aircraft in the fleet and the availability of a good on-board reliability monitoring in conjunction with flight trials metrics
7. Observing difficulties introduced by assumption that, if the fleet average load factor exceeding curves matched that and structural redundancy at vertical tails of the design spectrum, the aircraft could be: operated until the design life, but operators of modern aircraft is likely to have a different systems
8. Designing future aircraft to be smart buyers in the acquisition of new aircraft for the same role; and usage spectrum to the design spectrum. The root bending moment of the component is the primary factor to assess.
9. Defining flight trials metrics parameters to be measured on new aircraft or new monitor and fleet-wide average load systems for the same aircraft to allow the more accurate calculation of critical components reliability
10. Seeking to maintain fleet structural integrity based on its reliability and identify operational overloads making individual aircraft tracking programme necessary. Test life extension must be substantiated by further fatigue tests to determine the next critical location and required repairs
 RSS Feed
RSS Feed
{kind=link}